
Czy czasem nie zastanawia was, jak powstaje sok, który nalewamy z kartonu do szklanki?
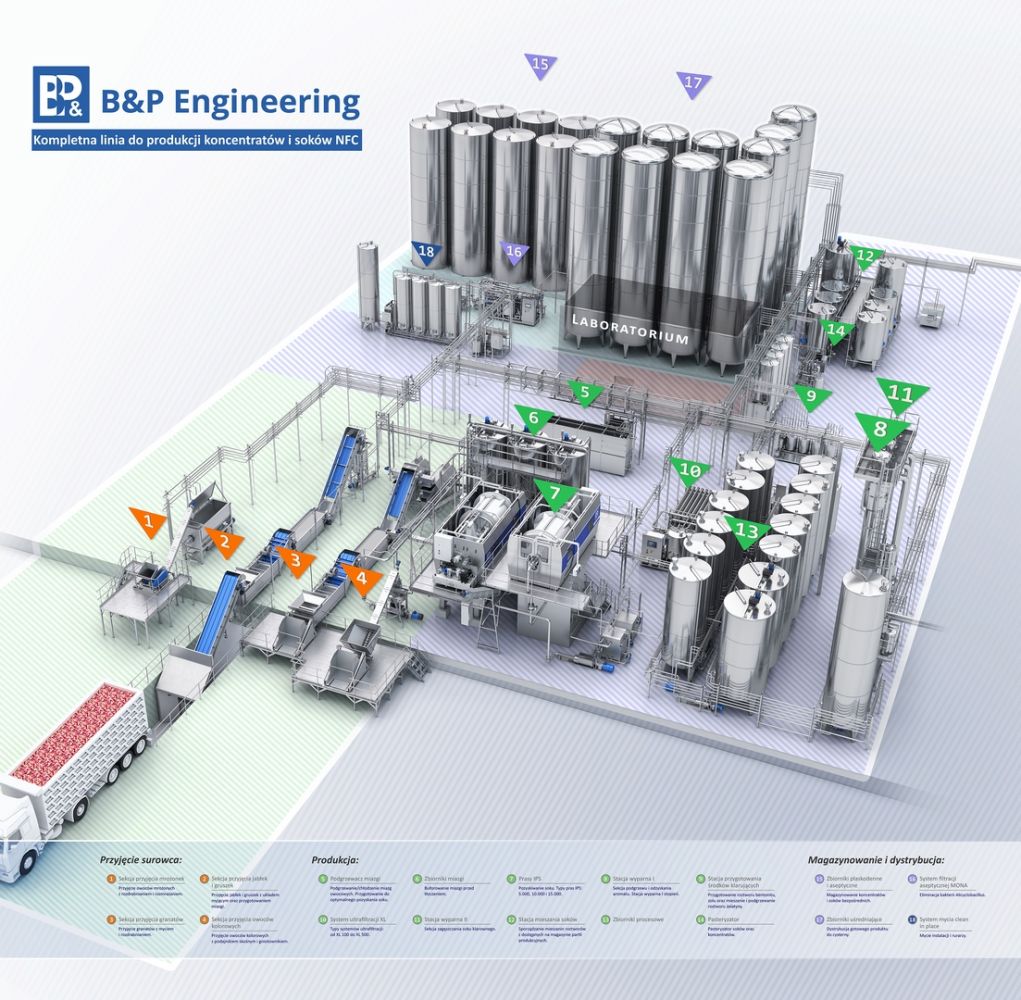
Tak się składa, że my doskonale to wiemy gdyż produkujemy gotowe linie technologiczne do produkcji soków i koncentratów.
Proces produkcji opiszemy na przykładzie soku z jabłek. W Polsce co roku plantacje jabłek dostarczają tysiące ton tego surowca. Duża ich część jest eksportowana a pozostała zostaje sprzedana nieprzetworzona lub służy jako surowiec do produkcji soków i koncentratów.
Przedstawiony proces opisany został przez pryzmat użytych urządzeń i dla specjalisty będzie czymś oczywistym. Intencją tej publikacji jest jednak pokazanie złożoności produkcji, tym którzy na co dzień nie mają do czynienia z przetwórstwem owocowo-warzywnym. Piszemy dla tych, którzy po prostu lubią pić soki.

Etap I. Przyjęcie surowca
Proces produkcji soków i koncentratów owocowych rozpoczyna się od skupu surowca. Przed rozładunkiem owoce są sprawdzane pod kątem jakości. Powinny charakteryzować się zdrowym wyglądem i odpowiednią dojrzałością. Wyróżniamy dwie metody rozładunku: mokry (tzw. hydrorozładunek) i suchy. Obie metody służą do rozładunku i transportu jabłek do silosów magazynu przedprodukcyjnego.
Układ hydrorozładunku składa się z:


W zakres dostawy układu suchego rozładunku wchodzi:
Jabłka powinny być składowane w niedużych pryzmach. Producent dąży do jak najszybszego przerobu otrzymanego surowca aby nie zaczęły postępować procesy gnilne i pogorszenie się jego jakości.
Mycie owoców w zależności od użytej metody rozładunku wykonywane jest dwu lub trzy etapowo:
Owoce z silosów pobierane przez sortownik trafiają na sekcję przygotowania miazgi. Rozpoczyna się kolejny etap produkcji soku.



Surowiec z magazynu przedprodukcyjnego trafia na dozator (tzw. sortownik). Zadaniem sortownika jest równomierne dozowanie jabłek na podajnik ślimakowy pionowy (tzw. elewator). Sortowniki są indywidualnie dopasowywane budową do wydajności elewatora i kanałów spławnych.
Transportowane przez wykonany z materiałów kwasoodpornych i tworzyw dopuszczonych do kontaktu z żywnością podajnik, jabłka trafiają na taśmę inspekcyjną lub stół rolkowy. Wyszkoleni pracownicy dokonują wówczas inspekcji i odrzucają surowiec nie spełniający wymogów.

Przesortowany materiał spada do młyna. Wymienne lub regulowane elementy młynków jak noże, sita, walce zgniatające, umożliwiają dopasowanie do jakości surowca i uzyskanie optymalnych parametrów miazgi.
Sterowanie linią krojenia zapewnia zautomatyzowany system z wizualizacją, obsługiwany poprzez panel dotykowy na szafie sterowniczej.
Podczas mielenia do miazgi, z wykorzystaniem pompy membranowej, dodawane są preparaty enzymatyczne wspomagające efektywność procesu tłoczenia.
W uzasadnionych technologicznie przypadkach miazga owocowa z młynka kierowana jest do rurowego podgrzewacza miazgi. Miazga płynie w wewnętrznej rurze modułu i jest podgrzewana przez gorącą wodę do zadanej temperatury.
Następnie miazga owocowa pompowana jest do zbiorników miazgi, z których pobierana będzie do kolejnego etapu w produkcji soków i koncentratów – tłoczenia.
Odpowiednio wykonany etap tłoczenia gwarantuje maksymalny uzysk soku z surowca.

Proces tłoczenia rozpoczyna się napełnianiem wstępnym prasy hydrauliczno-tłokowej IPS 10000. Miazga pompowana jest do zamkniętego cylindra, wypełniając w ten sposób przestrzeń komory ściskania. Jest to proces w pełni zautomatyzowany, dzięki samooptymalizacji układu sterowania prasy, który określa poziom wyciskania produktu na każdym etapie procesu.
Po zakończeniu cyklu napełniania prasy następuje etap właściwego tłoczenia. Tłok wywiera nacisk na miazgę a sok wypływa przez elementy filtrujące do obu komór sokowych zabudowanych w płycie oporowej i płycie dociskowej. Następnie tłok cofa się przy jednoczesnych obrotach cylindra, dzięki czemu cała miazga jest dokładnie spulchniona. Faza ta powtarzana jest cyklicznie, przy czym każdorazowy posuw tłoka jest większy o kilka milimetrów od poprzedniego.
Stały obrót cylindra podczas cyklów tłoczenia i rozprężania zapewnia najkorzystniejsze rozluźnienie tłoczonej miazgi, gwarantując maksymalną wydajność tłoczenia.
Gdy cykl tłoczenia kończy się, następuje otwarcie płaszcza i zrzut wytłoków. Wytłoki trafiają do podajnika ślimakowego, który transportuje je do miejsca składowania.
Zamknięty system gwarantuję higienę procesu bez strat soku oraz prosty i zautomatyzowany proces mycia.
Wytłoczony w prasach sok spływa do zbiorników przejściowych. Następnym etapem procesu produkcyjnego jest pasteryzacja i dearomatyzacja na stacji wyparnej.

Ze zbiorników przejściowych wytłoczony w prasach sok mętny kierowany jest na sekcję pasteryzacji i odzyskiwania aromatów na stacji wyparnej. Spasteryzowanie zachodzi w temperaturze 95 -105 stC i ma na celu inaktywacje enzymów, stabilizację mikrobiologiczną soku, skleikowanie skrobi i denaturacje białek.
.jpg)
Równocześnie następuje odparowanie substancji aromatycznych czyli dearomatyzacja. Otrzymuje się wówczas 100 do 200 krotny koncentrat aromatu. Stacja wyparna zapewnia wysoką wydajność procesu, szybkie odparowanie i małe zużycie pary. Automatyczne sterowanie z wizualizacją pozwala operatorowi na stałą kontrolę parametrów spasteryzowanego soku. Spasteryzowany sok zostaje przetłoczony do zbiorników depektynizacyjnych.
Proces depektynizacji przeprowadza się w zbiornikach kwasoodpornych wyposażonych w mieszadła. Zbiorniki są idealnie zwymiarowane aby zapewnić prawidłowe dozowanie preparatów enzymatycznych przez stację przygotowania środków klarujących.

Stacja przygotowywania środków klarujących, składa się z czterech zbiorników. Dwa zbiorniki służą do przygotowania roztworu bentonitu, trzeci do zolu. Czwarty zbiornik jest zaprojektowany do mieszania i podgrzewania roztworu żelatyny. Aby zadozować środek wystarczy nastawić dawkę, podać ilość wody i wybrać zbiornik procesowy.
Stacja przygotowywania środków klarujących jest w pełni zautomatyzowanym i kompaktowym urządzeniem z systemem wizualizacji. System sterowania gwarantuje dokładne dozowanie środków klarujących i ograniczenie strat.
Po zadozowaniu roztworu następuje płukanie przewodu zasilającego i automatyczne wyłączenie stacji przygotowywania środków klarujących. Wszystkie dane są archiwizowane zgodnie z wymaganiami kontroli produkcji, a zwłaszcza systemu HACCP.
Proces depektynizacji kończy się przepompowaniem soku mętnego do zbiornika buforowego batch skąd pobierany będzie na System Ultrafiltracji.

Etap ultrafiltracji rozpoczyna się przepompowaniem soku mętnego ze zbiorników depektynizacyjnych do zbiornika buforowego Batch. System ultrafiltracji jest w pełni zautomatyzowanym urządzeniem filtracyjnym Cross-Flow.

Zdepektynizowany sok mętny trafia do zbiornika batch skąd wysoko wydajna pompa odśrodkowa pompuje go z dużą prędkością przez moduły membran. Na powierzchni membran tworzy się cienka warstwa wierzchnia i część cieczy przenika przez kanaliki membrany jako gotowy produkt do zbiornika permeatu. Retentat zagęszcza się aż do uzyskania maksymalnej koncentracji. Następnie można go poddać diafiltracji aby odzyskać ekstrakt. Sok po procesie ultrafiltracji transportowany jest do zbiorników soku klarownego skąd będzie pobierany ponownie na stacje wyparną w celu zagęszczenia.
_opadajacy_film.jpg)
„Sercem” linii do produkcji koncentratów owocowych jest wielostopniowa stacja wyparna z opadającym filmem soku wykorzystywana do zagęszczania zarówno soków z jabłek jak i owoców miękkich (kolorowych).
Podczas całego procesu produkcji soku, surowiec dwukrotnie trafia na stację wyparną:
- pierwszy raz jako sok mętny przed procesem ultrafiltracji, w celu pasteryzacji i dearomatyzacji
- kolejny raz jako sok klarowny w celu poddania procesom zagęszczania wstępnego i ostatecznego, filtracji międzystopniowej i schładzania produktu
Proces zagęszczania polega na doprowadzeniu do kolumny grzewczej soku klarownego, który spływa jako opadający film. Gorąca para, ogrzewa kolumnę od zewnątrz, doprowadza do wrzenia i parowania cieczy, która uchodzi do następnego poziomu koncentracji.
Opary kierowane są do separatora i na końcu używane do dalszego podgrzewania. Produkt przechodzi przez kolejne etapy odparowania by uzyskać odpowiedni stopień koncentracji.
O prostą i bezpieczną obsługę dba nowoczesny i intuicyjny interfejs, który w pełni automatycznie dobiera parametry pracy do cykli produkcyjnych.
Zagęszczony na stacji wyparnej koncentrat jest schładzany i transportowany rurociągiem do zbiornika uśredniającego i po standaryzacji do zbiorników magazynowych.


Etap VII. Standaryzacja i magazynowanie
Nowoczesne magazyny dysponują kompletną instalacją rurociągową i układem sterowania, który umożliwia archiwizowanie informacji. Stan pracy urządzeń oraz poszczególnych systemów funkcjonujących w pomieszczeniu są wizualizowane na panelu dotykowym, dzięki czemu możliwy jest nadzór i sterowanie systemem z jednego miejsca.
.jpg)
.jpg)
W instalacjach rurociągowych stosuje panele przełączeniowe, których budowa eliminuje możliwość popełnienia błędu przez operatora podczas obsługi systemu magazynu.
Przed przekazaniem koncentratu do zbiorników magazynowych, dokonuje się standaryzacji. Jest to ważny etap, który pozwala kontrolować jakość i parametry koncentratu. Laboratorium na podstawie pobranej ze zbiornika przejściowego próbki, bada ekstrakt, kwasowość, NTU, barwę.
.jpg)
Dystrybucja i wysyłka koncentratów z magazynu odbywa się poprzez zbiorniki uśredniające. Pozwala to zachować pełną kontrolę nad jakością i powtarzalnością partii załadunkowych. Nie ma w związku z tym strat produktu, łatwiej jest utrzymać czystość i skraca się czas napełnienia cystern. Cysterna transportuje sok lub koncentrat do rozlewni. W rozlewni gotowy produkt jest rozlewany w kartony lub butelki.
Urządzenia dodatkowe: Pasteryzator, System Filtracji Aseptycznej Mona, Adsorber.

Pasteryzator służy do realizacji procesu pasteryzacji koncentratu w celu jego utrwalenia. Koncentrat jest podgrzewany do temperatury między 65°C a 99°C, by unieszkodliwić mikroorganizmy, następnie zostaje schłodzony. Proces pasteryzacji zabija mikroorganizmy, szkodliwe dla życia i zdrowia. Po prawidłowo przeprowadzonym procesie pasteryzacji nasz koncentrat jabłkowy ma dłuższy termin przydatności do spożycia oraz utrwalone walory organoleptyczne.

System filtracji aseptycznej MONA (eliminacja bakterii Alicyclobacillus) pozwala wyeliminować bakterie ACB i poprawić jakości soków zagęszczonych, np. których jakość pogorszyła się w wyniku składowania w magazynie. Zasada działania Systemu MONA opiera się na trzech procesach: podgrzewanie, filtracja, schłodzenie. System Mona jest jedynym skutecznym sposobem eliminacji bakterii ACB.
Adsorber ADS XL stosuje się do stabilizacji i kondycjonowania soku jabłkowego. Urządzenie to stosujemy przy produkcji najwyższej jakości koncentratów, która muszą spełnić wysokie wymagania dot. jakości jeżeli chodzi o stabilność i barwę. Adsorber stosujemy wówczas gdy proces ultrafiltracji jaki przeprowadzamy na systemie ultrafiltacji uf xl nie zapewnia takiej jakości standaryzacji barwy i nie gwarantuje długoterminowej stabilności soków i koncentratów.

Stacja mycia CIP służy do mycia instalacji, urządzeń i rurarzy w linii produkcyjnej w systemie clean in place.

W procesie produkcji soków i koncentratów stacja mycia zapewnia czystość i higienę w zbiornikach procesowych, magazynowych i rurociągach transportujących surowiec tzw. rurarzach.
Środki do mycia przygotowywane są na stacji w formie roztworów roboczych i przepompowywane do urządzenia lub instalacji, która jest poddawana myciu. Następnie krążą w obiegu zamkniętym między stacją CIP a danym urządzeniem w czasie, który zapewni dokładne wymycie przy założonej temperaturze. Temperatura mycia oraz stężenie roztworów myjących podlega stałej kontroli i automatycznej regulacji.
Procedura mycia składa się z następujących etapów:
- odzyskanie pozostającego w układzie technologicznym produktu
- wstępne wypłukanie z większych zabrudzeń
- mycie z użyciem środków myjących (mycie kwaśne i zasadowe)
- płukanie czystą wodą
- opcjonalnie - dezynfekcja
Mycie w tzw. cyklu zamkniętym pozwala na oszczędność środków myjących, jak też na zmniejszenie ilości odprowadzanych ścieków. Na stacji CIP przygotowuje się roztwory robocze w stężeniach zalecanych przez producenta oraz w odpowiednich temperaturach. Roztwory przetrzymywane są w trzech izolowanych podwójnym płaszczem zbiornikach i pobierane w razie potrzeb przez pompę.
Zainteresowanych współpracą z B&P Engineering, zapraszamy do kontaktu poprzez użycie formularza na stronie kontakt.
Dla dociekliwych:
Poniżej cykl ośmiu filmów, które pokazują jak wygląda produkcja koncentratu jabłkowego przez jednego z wiodących w Polsce producentów koncentratu. Produkcja odbywa się z zastosowaniem wyprodukowanych przez B&P Engineering maszyn, urządzeń i systemów sterowania.

Wpisz nazwę urządzenia, usługi lub dowolny ciąg minimum trzech znaków i kliknij SZUKAJ.



